Procesul de zincare termică

PREGĂTIREA SUPRAFEŢELOR
Procesul de zincare termică are loc doar pe o suprafață curată chimic. De aceea, la pregătirea suprafeţelor se va avea în vedere realizarea acestui obiectiv. La fel ca la majoritatea proceselor de acoperire, secretul obţinerii unei acoperiri de bună calitate constă în pregătirea suprafeţelor metalice din oțel şi fontă. Pregătirea suprafeţelor cuprinde trei etape distincte degresarea, decaparea şi fluxarea.
Degresarea are rolul de a îndepărta grăsimile, lubrifianții, uleiurile de uzinare şi alte impurităţi. Ea se realizează prin imersarea produselor într-o soluție de degresare alcalină sau acidă. Apoi, produsul este clătit cu apă rece şi urmează operaţia de decapare. Aceasta se realizează de obicei prin imersarea în acid clorhidric la temperatura camerei sau in acid sulfuric la 50-65°C. Scopul decapăriii este de a înlătura straturile de rugină, țunderul şi aşchiile de prelucrare de pe suprafaţa produselor
Zgura de sudură, vopseaua şi grăsimea abundentă, nu pot fi de obicei îndepărtate prin etapele prezentate de mai sus, ci trebuie înlăturate înainte ca produsele din oțel să se trimită zincatorului.
După operaţia de decapare urmează o a doua clătire cu apă, iar apoi produsele sunt supuse unui procedeu de fluxare. Aceasta constă, în mod obişnuit, în imersarea într-o soluție de fluxare – care conţine clorură de amoniu şi clorură de zinc la o temperatură de cca. 65-80°C. După fluxare piesele sunt uscate. Operația de fluxare înlătură ultimele urme de oxid de pe suprafaţa produselor şi permite zincului topit să acopere oţelul.
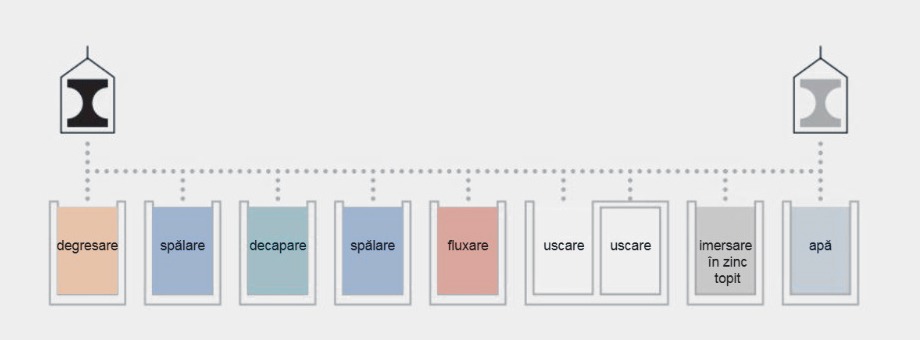
Fluxul tehnologic al procesului de zincare termică este prezentat schematic în figura următoare.